

由原有的划伤、粗珩纹多发、内径加工不稳定,
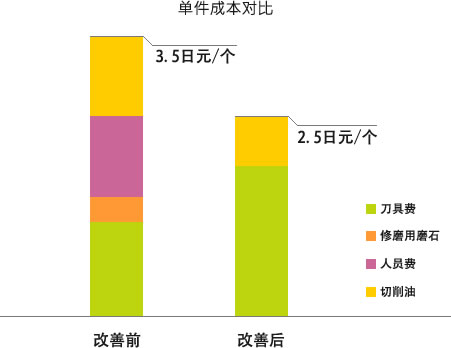
在使用INAKEN制的珩磨条和珩杆后,品质安定、成本递减3成。
| 加工零件 | 环形汽缸 φ20.64(FC制) |
|---|---|
| 加工设备 | 珩磨机(机械扩张) |
使用适用于工件内径的专用规圆治具,
首件达到加工精度。
※如是碳化硅的话需要使用废弃工件进行预磨。
交换频次多、预磨时间也多。
使用INAKEN制珩磨条寿命提高67倍。大幅降低交换频次,维持稳定切削。
由于不直接接触工件内径,
珩磨杆的寿命大幅提高。
珩杆和工件内径之间的间隙增加,使冷却液的流量也增加。
由珩磨条塞眼造成的划伤、发热也大幅降低。
※如是一根珩磨条用珩杆时,与工件接触、磨损,
容易发生偏移、划伤。
对工件也有影响,为了保持精度需要更换珩杆。
| 改善前 | 改善后 | |
| 珩磨条型号 | 普通磨石 GC 600 | INAKEN制 SSD800 MB-5 P-7 |
| 珩磨条尺寸 | 40L×4W×2.5T | 39.5L×3.5W×2T |
| 珩磨杆 | 1根珩磨条用珩杆 (接触工件) | 3根珩磨条用珩杆 (工件非接触) |
| 珩磨条寿命 | 150个 | 9997个 |
| 交换频次 | 130次/月 | 2次/月 |
| 修磨时间 | 7小时/月 | 0小时/月 |
| 制品单件成本 | 3.5日元 | 2.5日元 |






